૧. ક્રશર મજબૂત અને અસામાન્ય કંપનો અનુભવ કરે છે
કારણ: કંપનનું સૌથી સામાન્ય કારણ ટર્નટેબલના અસંતુલનને કારણે છે, જે હેમર બ્લેડના ખોટા ઇન્સ્ટોલેશન અને ગોઠવણીને કારણે થઈ શકે છે; હેમર બ્લેડ ખૂબ જ ઘસાઈ ગયા છે અને સમયસર બદલાયા નથી; કેટલાક હેમર ટુકડાઓ અટવાઈ ગયા છે અને છૂટા થયા નથી; રોટરના અન્ય ભાગોને નુકસાન વજન અસંતુલન તરફ દોરી જાય છે. કંપનનું કારણ બનેલી અન્ય સમસ્યાઓમાં શામેલ છે: રમતને કારણે સ્પિન્ડલનું વિકૃતિકરણ; ગંભીર બેરિંગ ઘસારો નુકસાન પહોંચાડી શકે છે; ઢીલા ફાઉન્ડેશન બોલ્ટ; હેમરની ગતિ ખૂબ વધારે છે.
ઉકેલ: હેમર બ્લેડને યોગ્ય ક્રમમાં ફરીથી ઇન્સ્ટોલ કરો; હેમર બ્લેડનું વજન વિચલન 5 ગ્રામથી વધુ ન થાય તેની ખાતરી કરવા માટે હેમર બ્લેડ બદલો; નિરીક્ષણ બંધ કરો, અટકેલા ટુકડાને સામાન્ય રીતે ફેરવવા માટે હેમરનો ઉપયોગ કરો; ટર્નટેબલના ક્ષતિગ્રસ્ત ભાગોને બદલો અને તેને સંતુલિત કરો; સ્પિન્ડલ સીધો કરો અથવા બદલો; બેરિંગ્સ બદલો; ફાઉન્ડેશન બોલ્ટને ચુસ્તપણે લોક કરો; પરિભ્રમણ ગતિ ઘટાડો.
2. ક્રશર ઓપરેશન દરમિયાન અસામાન્ય અવાજ કરે છે
કારણ: ધાતુઓ અને પથ્થરો જેવી કઠણ વસ્તુઓ ક્રશિંગ ચેમ્બરમાં પ્રવેશ કરે છે; મશીનની અંદર છૂટા અથવા અલગ ભાગો; હથોડી તૂટી ગઈ અને પડી ગઈ; હથોડી અને ચાળણી વચ્ચેનું અંતર ખૂબ નાનું છે.
ઉકેલ: નિરીક્ષણ માટે મશીનને રોકો. ભાગોને કડક કરો અથવા બદલો; ક્રશિંગ ચેમ્બરમાંથી સખત વસ્તુઓ દૂર કરો; તૂટેલા હથોડાના ટુકડાને બદલો; હથોડા અને ચાળણી વચ્ચેની ક્લિયરન્સને સમાયોજિત કરો. સામાન્ય અનાજ માટે શ્રેષ્ઠ ક્લિયરન્સ 4-8mm છે, અને સ્ટ્રો માટે, તે 10-14mm છે.
૩. બેરિંગ વધુ ગરમ થઈ ગયું છે, અને ક્રશિંગ મશીન કેસીંગનું તાપમાન ખૂબ ઊંચું છે.
કારણ: બેરિંગને નુકસાન અથવા અપૂરતું લુબ્રિકેટિંગ તેલ; બેલ્ટ ખૂબ જ ચુસ્ત છે; વધુ પડતું ફીડિંગ અને લાંબા ગાળાનું ઓવરલોડ કામ.
ઉકેલ: બેરિંગ બદલો; લુબ્રિકેટિંગ તેલ ઉમેરો; બેલ્ટની કડકતા સમાયોજિત કરો (18-25 મીમીની ચાપ ઊંચાઈ બનાવવા માટે તમારા હાથથી ટ્રાન્સમિશન બેલ્ટના મધ્ય ભાગને દબાવો); ફીડિંગની માત્રા ઘટાડો.
4. ફીડ ઇનલેટ પર ઊંધી હવા
કારણ: પંખા અને કન્વેઇંગ પાઇપલાઇનમાં અવરોધ; ચાળણીના છિદ્રોમાં અવરોધ; પાવડર બેગ ખૂબ ભરેલી અથવા ખૂબ નાની છે.
ઉકેલ: પંખો વધુ પડતો ઘસાઈ ગયો છે કે નહીં તે તપાસો; ચાળણીના છિદ્રો સાફ કરો; પાવડર કલેક્શન બેગને સમયસર ડિસ્ચાર્જ કરો અથવા બદલો.
૫. ડિસ્ચાર્જ ઝડપમાં નોંધપાત્ર ઘટાડો થયો છે.
કારણ: હેમર બ્લેડ ખૂબ જ ઘસાઈ ગઈ છે; ક્રશર ઓવરલોડ થવાથી બેલ્ટ સરકી જાય છે અને રોટરની ગતિ ઓછી થાય છે; ચાળણીના છિદ્રોમાં અવરોધ; હેમર અને ચાળણી વચ્ચેનું અંતર ખૂબ મોટું છે; અસમાન ખોરાક; અપૂરતી સપોર્ટિંગ પાવર.
ઉકેલ: હેમર બ્લેડ બદલો અથવા બીજા ખૂણા પર સ્વિચ કરો; ભાર ઓછો કરો અને બેલ્ટ ટેન્શન સમાયોજિત કરો; ચાળણીના છિદ્રો સાફ કરો; હેમર અને ચાળણી વચ્ચેનું અંતર યોગ્ય રીતે ઘટાડો; એકસમાન ફીડિંગ; હાઇ-પાવર મોટર બદલો.
૬. તૈયાર ઉત્પાદન ખૂબ બરછટ છે.
કારણ: ચાળણીના છિદ્રો ખૂબ જ ઘસાઈ ગયા છે અથવા ક્ષતિગ્રસ્ત છે; જાળીના છિદ્રો ચાળણી ધારક સાથે ચુસ્તપણે જોડાયેલા નથી.
ઉકેલ: સ્ક્રીન મેશ બદલો; ચાળણીના છિદ્રો અને ચાળણી ધારક વચ્ચેનું અંતર સમાયોજિત કરો જેથી તે ચુસ્ત ફિટ થાય.
7. બેલ્ટ ઓવરહિટીંગ
કારણ: બેલ્ટની અયોગ્ય કડકતા.
ઉકેલ: બેલ્ટની કડકતા સમાયોજિત કરો.
8. હેમર બ્લેડની સર્વિસ લાઇફ ટૂંકી થાય છે
કારણ: સામગ્રીમાં વધુ પડતી ભેજ તેની મજબૂતાઈ અને કઠિનતામાં વધારો કરે છે, જેના કારણે તેને કચડી નાખવું મુશ્કેલ બને છે; સામગ્રી સ્વચ્છ નથી અને સખત વસ્તુઓ સાથે ભળી નથી; હથોડી અને ચાળણી વચ્ચેનું અંતર ખૂબ નાનું છે; હથોડીના બ્લેડની ગુણવત્તા ખૂબ નબળી છે.
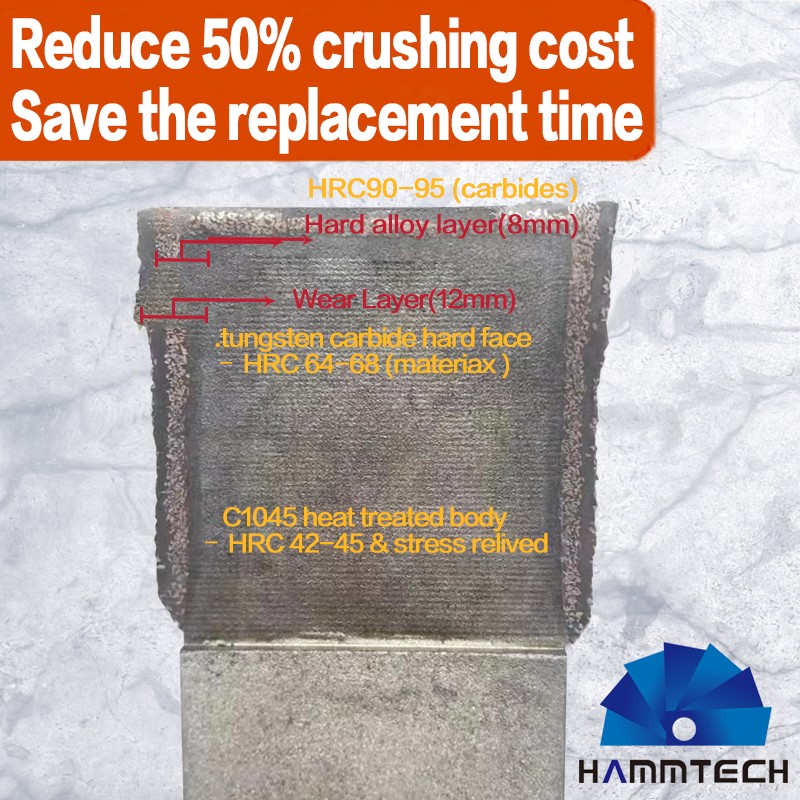
ઉકેલ: સામગ્રીમાં ભેજનું પ્રમાણ 5% થી વધુ ન નિયંત્રિત કરો; સામગ્રીમાં અશુદ્ધિઓનું પ્રમાણ શક્ય તેટલું ઓછું કરો; હેમર અને ચાળણી વચ્ચેના અંતરને યોગ્ય રીતે ગોઠવો; ઉચ્ચ-ગુણવત્તાવાળા વસ્ત્રો-પ્રતિરોધક હેમર ટુકડાઓનો ઉપયોગ કરો, જેમ કે નાઈના ત્રણ ઉચ્ચ મિશ્ર ધાતુના હેમર ટુકડાઓ.
પોસ્ટ સમય: ફેબ્રુઆરી-28-2025